Để đánh giá chất lượng của các thành phẩm như vải hay garment đã được nhuộm, in, hoàn tất…, người ta thường kiểm tra độ bền màu của chúng. Thông thường, các độ bền màu được quan tâm là độ bền ma sát, độ bền giặt, độ bền ánh sáng, độ bền nước, độ bền mồ hôi, độ bền nước clo… Tùy vào yêu cầu của khách hàng mà chúng ta phải thực hiện một hoặc nhiều các phương pháp test độ bền màu trên. Trong đó, độ bền ma sát là một trong những tiêu chuẩn cơ bản và thường được sử dụng để đánh giá chất lượng của một mẫu. Vậy độ bền ma sát là gì? Tiêu chuẩn và phương pháp test độ bền ma sát ra sao? Mời các bạn cùng tham khảo trong bài viết hôm nay nhé!
Độ bền ma sát (Colour fastness to Rubbing/Crocking)
1. Độ bền ma sát là gì?
Độ bền màu với ma sát (Colour fastness to Rubbing/Crocking) hay độ bền ma sát là một trong những tiêu chuẩn cơ bản để đánh giá chất lượng của các sản phẩm sau các quá trính nhuộm, in, hoàn tất… Độ bền màu với ma sát cho chúng ta biết được khả năng duy trì màu gốc của vải khi bị cọ xát. Độ bền ma sát có 2 loại là:
- Độ bền ma sát khô (Dry rubbing fastness)
- Độ bền ma sát ướt (Wet rubbing fastness)
do-ben-ma-sat-kho-va-do-ben-ma-sat-uot
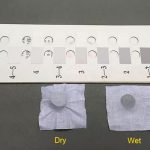
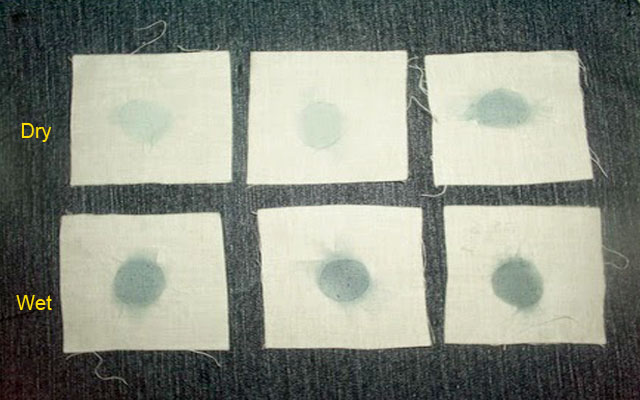
Khi ma sát, màu trên mẫu vải cần test sẽ chuyển sang miếng vải trắng tiêu chuẩn. Việc đánh giá độ bền ma sát phụ thuộc vào mức độ dây màu lên miếng vải trắng. Sau khi test, miếng vải trắng sẽ được so sánh với một thang tiêu chuẩn gọi là Grey Scale (tạm dịch là Thước xám). Grey Scale có 5 cấp từ 1 đến 5, trong đó cấp 5 là tốt nhất và giảm dần đến cấp 1 là kém nhất.
2. Các tiêu chuẩn test độ bền ma sát
Các tiêu chuẩn để test độ bền màu với ma sát được trình bày dưới đây:
1. ISO 105-X12 (2002): Colour fastness to rubbing
2. ISO 105-X16: Colour fastness to rubbing – Small areas
3. AATCC 8 (2005): Colour fastness Crocking (AATCC Crockmeter Method)
4. AATCC 116 (2005): Colourfastness to Crocking (Rotary Vertical Crockmeter Method)
5. AATCC 165 (1999): (Textile Floor Coverings – AATCC Crockmeter Method)
| AATCC 8 /
ISO 105 X12 |
AATCC 116 /ISO 105 X16 | AATCC 165 | |
| Thiết bị | Crockermeter | Rotary vertical Crockmeter |
Crockermeter |
| Kích thước của finger | 16 ± 0.1 mm(19 x 25.4) mm cho vải nhiều lông | 2.5 cm | (19 x 25.4) mm |
| Lực tác dụng | (9 ± 0.2) N | 11.1 N ± 10% | (9 ± 0.2) N |
| Mức ngấm ướt(wet rubbing) | AATCC: 65 ± 5%ISO: 95 – 100% | AATCC: 65%ISO: 95 – 100% | AATCC: 65% |
| Chu kỳ | 10 vòng /10 giây | Khoảng 40 lần xoay qua lại | 10 vòng / 10 giây |
Trong đó, phương pháp kiểm tra độ bền ma sát thường được áp dụng theo 2 tiêu chuẩn là AATCC 8 và ISO 105 X12. Sau đây, bài viết xin trình bày về phương pháp test của hai tiêu chuẩn này!
3. Phương pháp test độ bền ma sát theo tiêu chuẩn AATCC 8 và ISO 105 X12
3.1. Dụng cụ và thiết bị
- Máy kiểm tra độ bền màu Crockermeter (dạng cơ hoặc điện tử): Finger có đường kính 16 mm, lực tác dụng một lực 9N khi di chuyển qua lại theo một đường thẳng.
- Mẫu vải trắng tiêu chuẩn: không có chất tăng trắng quang học (OBA), hồ hay bất cứ hóa chất hoàn tất nào.
- Cân điện tử: chính xác đến 0.01 g
- Đĩa thủy tinh (đĩa Petri)
- Grey Scale
- Tủ so màu vải
- Nước tinh khiết hoặc nước khử ion cấp 3 (BS EN ISO 3696: 1995)

3.2. Mẫu test
- 1 mẫu khô (dry) và một mẫu ướt (wet)
- Với tiêu chuẩn ISO: vải được cắt thẳng theo 2 chiều ngang và dọc.
- Với tiêu chuẩn AATCC: vải được cắt xéo một góc 45º so với biên vải.
- Kích thướt mẫu: tối thiểu 140 x 50 mm
3.3. Điều kiện phòng Lab
- Nhiệt độ phòng thí nghiệm: <25 ºC
- Độ ẩm: <65%
- Mẫu để ít nhất 4 tiếng trước khi test
3.4. Quy trình thực hiện
3.4.1. Độ bền ma sát khô (dry rubbing fastness)
- Đặt mẫu test lên máy và cố định chặt
- Gắn mẫu vải trắng vào Finger của máy
- Tiến hành crocking 10 vòng (1 vòng/giây)

-phuong-phap-test-do-ben-ma-sat
3.4.2. Độ bền ma sát ướt (wet rubbing fastness)
- Đặt mẫu test lên máy và cố định chặt
- Cho đĩa Petri lên cần, Tare về 0.00 g
- Cân khối lượng ban đầu của vải.
- Thấm ướt mẫu vải trắng với nước tinh khiết với lượng ngấm ướt phù hợp. Với tiêu chuẩn ISO 105 X12, lượng ngấm ướt (wet pick up) là 100%. Trong khi đó, tiêu chuẩn AATCC 8 là 65 ± 5%.
- Gắn mẫu vải trắng vào Finger của máy
- Tiến hành crocking 10 vòng (1 vòng/giây)
Phương pháp kiểm tra độ bền màu với ma sát theo tiêu chuẩn ISO 105 X12:
4. Đánh giá kết quả
Mẫu vải trắng phải để ít nhất 4 tiếng trước khi đánh giá kết quả. Khi tiến hành đánh giá, đặt mẫu vải trong tủ so màu vải và dùng đèn D65. Dùng thước xám chuẩn Grey Scale for Staining để đánh giá cấp độ bền đạt được. Kết quả đánh giá đạt hay không đạt phụ thuộc vào yêu cầu riêng của khách hàng hoặc theo tiêu chuẩn.
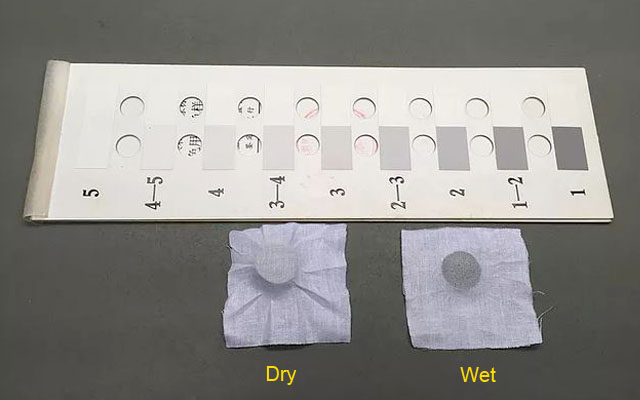
danh-gia-ket-qua-do-ben-ma-sat
Tiêu chuẩn thông thường theo độ đậm của màu vải:
| Mức độ nhuộm | Độ bền ma sát khô | Độ bền ma sát ướt |
| Màu đậm | 3 – 4 | 2 – 2.5 |
| Màu trung bình | 4 | 3 |
| Màu nhạt | 4 – 5 | 3.5 – 4 |
Trong trường hợp mẫu cần test có nhiều màu, chúng ta sẽ đánh giá theo khu vực bị dây màu nhiều nhất. Nếu có thể, hãy tiến hành đánh giá cấp độ cho từng màu riêng lẻ.
5. Những yếu tố ảnh hưởng đến độ bền ma sát
Có nhiều yếu tố có thể ảnh hưởng đến độ bền màu của vải do ma sát. Đó là:
5.1. Chất liệu vải
Chất liệu ảnh hưởng nhiều đến độ bền màu, trong đó có ma sát. Về bản chất, một số chất liệu vải thường có độ bền với ma sát tốt hơn những chất liệu còn lại. Ví dụ như độ bền của vải Polyester hoặc Nylon thường tốt hơn 1 cấp so với vải Denim hay Canvas. Do đó, tiêu chuẩn của một số chất liệu như Denim, Canvas, nhung (Velvet)… thường ở mức thấp hơn (cấp 3 cho ma sát khô và 2 cho ma sát ướt). Trong khi với các chất liệu như polyester, nylon… tiêu chuẩn thông thường là cấp 4 cho ma sát khô và 3 cho ma sát ướt.

chat-lieu-vai-anh-huong-den-do-ben-ma-sat
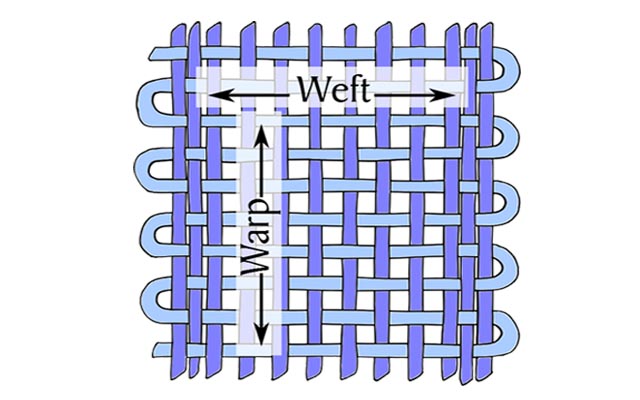
5.2. Cấu trúc vải
Cấu trúc vải cũng ảnh hưởng phần nào đến độ bền của vải với ma sát. Vải có cấu trúc càng thô thì độ bền ma sát càng thấp. Ví dụ: vải có cấu trúc 100×80 / 40×40 có độ bền đạt cấp 3 thì vải có cấu trúc 50×50 / 20×20 sẽ đạt khoảng cấp 2-3.
5.3. Bản chất của thuốc nhuộm
Các loại thuốc nhuôm khác nhau sẽ cho độ bền màu với ma sát khác nhau. Ví dụ: cùng nhuộm một loại vải cotton được nhuộm với các thuốc nhuộm hoạt tính, trực tiếp, sunfua… ở cùng độ đậm sẽ cho những kết quả khác nhau. Thông thường các thuốc nhuộm phân tán, axit sẽ cho độ bền mù với ma sát tốt hơn các thuốc nhuộm trực tiếp, indigo, pigment. Đó là do bản chất liên kết giữa phân tử thuốc nhuộm và xơ khác nhau. Một số màu như Red, Navy Blue, Black thường có độ bền kém do cấu trúc phân tử của chúng lớn và cồng kềnh hơn các màu khác.
5.4. Độ đậm của màu sắc
Với cùng một chất liệu, chất liệu được nhuộm đậm màu hơn sẽ có xu hướng có độ bền màu với ma sát thấp hơn chất liệu được nhuộm mà nhạt hơn.

nhung-yeu-to-anh-huong-den-do-ben-ma-sat
5.5. Quy trình tẩy, nhuộm, in, giặt, hoàn tất
Các quy trình tẩy, nhuộm, in, giặt, hoàn tất… ảnh hưởng rất nhiều đến độ bền màu của vải. Ví dụ như quá trình giặt không tốt làm cho độ bền ma sát kém. Hay việc hoàn tất với hóa chất finishing không tương hợp cũng dẫn đến kết quả tương tự. Bên cạnh đó, các yếu tố như thiết bị, điều kiện nhiệt độ, trợ chất… cũng ảnh hưởng đến độ bền ma sát sản phẩm nếu. Vì vậy, chúng ta cần tối ưu hóa quy trình, điều kiện cũng như sử dụng các hóa chất tốt để cải thiện hoặc làm tăng độ bền màu của vải.
6. Một số phương pháp cải thiện độ bền ma sát của vải
Như đã trình bày ở trên, có nhiều yếu tố ảnh hưởng đến độ bền ma sát của vải. Tùy vào yêu cầu của khách hàng mà các sản phẩm cần đạt những cấp độ bền nhất định. Vì vậy việc cải thiện và nâng cao độ bền ma sát là việc rất cần thiết. Một số phương pháp để cải thiện độ bền ma sát như sau:
– Chọn các chất liệu vải và cấu trúc vải phù hợp.
– Lựa chọn các loại thuốc nhuộm có độ bền màu cao, đặc biệt với ma sát.
– Sử dụng các chất giặt có khả năng giặt sạch màu còn dư trên bề mặt vải tốt.
– Đối với màu đậm nên sử dụng thêm chất cầm màu.
– Đối với hàng in, nên sử dụng thêm chất khâu mạng (crosslinking agent) để tăng độ bền màu ma sát.
– Ngoài ra, chúng ta có thể sử dụng chất cải thiện độ bền ma sát (rubbing fastness improver) để làm tăng độ bền màu với ma sát của vải.
7. Một số lưu ý khi kiểm tra độ bền ma sát
7.1. Độ bền ma sát ướt của màu Sunfur Black
Màu Sunfua Black được dùng để nhuôm màu đen đậm cho vải cotton và thường được yêu cầu sử dụng. Trong trường hợp vải được nhuộm với mà Sunfua Black, trong khi độ bền ma sát khô có thể đạt cấp 4 thì độ bền ma sát ướt thường không tốt hơn cấp 1 – 2. Đây là một hạn chế và điều này cần được nắm rõ bởi các nhà sản xuất, người mua và người bán trước khi giao dịch, mua bán.

mot-so-luu-y-khi-test-do-ben-ma-sat
Trong trường hợp này, chúng ta có thể sử dụng chất cải thiện độ bền ma sát ướt (wet rubbing fastness improver) để tăng độ bền ướt lên từ 0.5 đến 1 cấp.
7.2. Độ bền ma sát ướt tốt hơn độ bền ma sát khô
Đa số các trường hợp thì độ bền màu với ma sát ướt thường tốt hơn độ bền màu với ma sát khô. Tuy nhiên không phải lúc nào cũng vậy. Có trường hợp thì độ bền màu với ma sát ướt lại tốt hơn. Điều này thường bắt gặp trên vải polyester. Trong những trường hợp như vậy, hệ số ma sát trong ma sát ướt thấp hơn ma sát khô, hoàn toàn trái ngược với cotton. Vì vậy, độ bền ma sát ướt của vải polyester tốt hơn độ bền khô.
7.3. Độ bền ma sát của vải nhuộm sợi
Với vải nhuộm sợi, một số trường hợp giữa Buyer và phòng thí nghiệm công ty sản xuất có sự khác biệt về cấp độ bền màu của vải. Nguyên nhân là do bên Buyer test ma sát trên từng vạch sọc, trong khi ở phòng thí nghiệm test ma sát theo chiều cắt ngang qua các vạch sọc. Từ đó kết quả có sự khác biệt nhau.

do-ben-ma-sat-cua-vai-nhuom-soi
7.4. Độ bền ma sát của sợi được nhuộm
Để test độ bền màu của sợi đã nhuộm màu với ma sát, sợi cần được quấn quanh một miếng các-tông hoặc dệt thành vải trước khi test. Kích thướt mẫu yêu cầu tối thiểu 140 x 50 mm.
Lời kết
Trên đây là một số thông tin về độ bền màu của vải với ma sát cũng như các phương pháp test thông dụng. Hi vọng những thông tin này sẽ hữu ích phần nào với các bạn. Mọi ý kiến đóng góp và trao đổi xin các để lại bình luận bên dưới để chúng ta cùng trao đổi, thảo luận. Chúc các bạn luôn gặt hái nhiều thành công trong công việc!